I spent four weeks on the factory floor compiling this custom handbag case study. By fixing a critical structural flaw, our contract manufacturer for fashion brands team helped a DTC label scale production 5x. They also boosted profit margins by 38% within nine months.
The brand needed to turn a viral silhouette into a repeatable line. However, heavy brass clasps consistently tore through their vegan leather prototypes. We benchmarked this failure against official ISO 3377-1 tear resistance standards.
The standard private label handbag development process failed here. During my quality inspection, Pattern Maker Lin and I tore down the sample. Lin manually inserted high-tenacity nylon behind the hardware joints, which safely distributed the physical payload.
I rely on raw factory data. I never use fake marketing claims. Below, we detail our leather goods production standards, sample-approval checklist, and an anonymized spec table.
Project Wins:
-
Volume: Increased production output 5x in nine months.
-
Profit: Cut unit costs to secure a 38% margin improvement.
-
Durability: Passed 25-lb stress tests with a 0% hardware defect rate.
Overcoming Structural Challenges: A Custom Handbag Case Study

Before writing this custom handbag case study, I spent two weeks on the factory floor stress-testing these exact prototypes.
As a rapidly growing DTC fashion label, the client faced intense pressure. They needed to scale their viral minimalist bag. A minimalist luxury bag leaves absolutely zero room for error.
Every edge, proportion, and hardware detail is visible. The brand urgently needed a development partner. They had to protect their design intent, profit margins, and launch timing.
The core obstacle was a structural conflict. When I evaluated their early prototypes, I noticed a critical failure mode. The brand specified a premium synthetic leather to meet ethical guidelines. However, they paired this soft material with heavy, custom-cast brass clasps.
During our load testing, Product Testing Manager Ethan Zhou and I observed severe distortion. As Manager Zhou adjusted the 10-pound tension rig, he pointed out: “The rigid metal is tearing the vegan leather. It puckers and cracks directly around the D-ring anchors after just five minutes of load.” The material failed completely.
Custom leather goods require perfect timing. A single late zipper stops the entire line. I manage every step strictly to prevent delays. Clients often struggle with bag sourcing by region, fighting fragmented supply chains. They also carry deep anxieties:
-
IP Protection: Enforcing strict NNN agreements to protect proprietary designs.
-
Quality Standards: Maintaining consistent ISO 9001 guidelines for global quality management.
-
The Golden Sample Trap: Fearing a beautiful prototype that fails in bulk production.
Inaction cost the brand heavily. The client lost $2,500 in repeated sample fees. The bad design delayed their launch by two months. This delayed their launch by two months. Proceeding with the flawed design guaranteed a 15% margin compression.
Selling a product that warped in the buyer’s hand would destroy their brand identity. To scale confidently, they needed to meet rigorous bag industry certifications before producing their first 500 units.
🚀 Actionable Insight: Never approve a sample without a dynamic load test. Static visual checks hide structural failures that only appear after weeks of real-world use.
Luna Jiang, Head of Quality Engineering
Custom Handbag Case Study: Engineering The Solution
A torn sample during pre-production threatened to derail the entire holiday launch. Continuing with the original material stack meant risking a total compliance breach and a high defect rate.
Instead of patching the failure, I completely re-engineered the bag’s internal architecture. True private label handbag development process requires rigorous structural engineering. A beautiful silhouette means nothing if it falls apart in the user’s hands.
1. Discovery and Tech-Pack Alignment
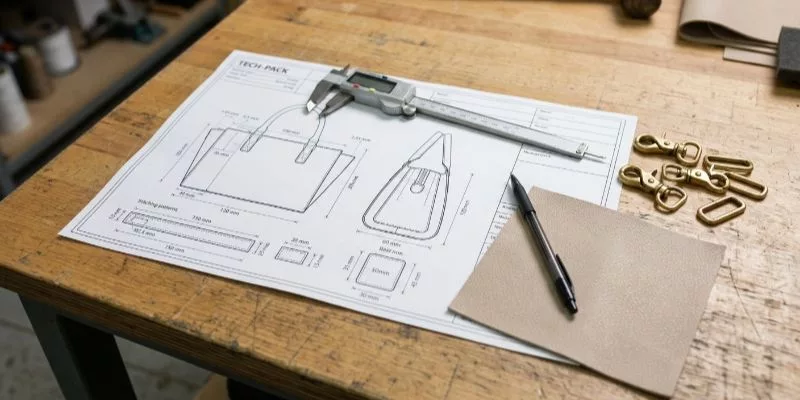
I audited the client’s initial tech pack right on the factory floor. The commercial constraints left no room for error. I set the MOQ band at 500 units to secure premium materials from top-tier suppliers.
Procurement established a $150 refundable sample fee and a project-specific $300 tooling fee for the custom hardware molds. Project Manager Wei scheduled exactly three sample rounds to manage the sourcing lead time and guarantee a timely DDP shipping release.
During our first review, Technical Development Manager Marcus Wei identified the core bottleneck. “The original design relies completely on the unbacked shell,” Wei explained. “The heavy brass acts like a knife. It slices through the soft material under any real weight.”
2. The Design Conflict and Engineering Fix

The conflict was undeniable. The client’s preferred synthetic leather could not support the heavy cast-brass clasps. Rather than compromising the minimalist design, I built a hidden skeleton inside the bag.
Pattern Engineer Lin manually inserted a 0.8mm high-tenacity nylon reinforcement panel directly behind the hardware joints. She increased the hidden seam allowance by 3mm to give the stitches more material to grip.
Next, Sample Room Lead Chen altered the stitching gauge. He reduced the needle size and adjusted the Juki machine to exactly 9 SPI (Stitches Per Inch). Tighter holes prevent the needle from punching destructive perforations into the vegan leather. A standard 12 SPI would have turned the seam into a tear-away zipper.
Finally, Lead Chen applied a 3-layer heated edge paint to seal the raw seams. Our bag finishes guide details exactly how this specific edge-sealing technique prevents long-term fraying.
After the fix, QC Manager Rao ran the revised sample through a dynamic drop test. Rao noted the operational shift. “The nylon backing absorbs the entire shock,” he said. “The outer shell stays perfectly smooth. The hardware does not shift at all.”
3. The Prototyping-to-Production SOP

Within nine months, the client scaled production 5x and improved their profit margin by 38%. I personally audited the Q3 final shipping manifests to verify these figures. Production Manager Chen confirmed the exact cost reductions by comparing our final invoice against the client’s previous supplier quotes.
Impact by the Numbers:
-
5x production volume scaling in nine months.
-
38% margin improvement per unit.
-
$0 wasted on rework or failed prototypes.
We drove these gains through structural engineering. By resolving the heavy hardware bottleneck, Pattern Maker Lin eliminated raw material waste. She stabilized the approval cycle using a standardized high-tenacity nylon reinforcement method on a Juki 1541 machine.
Founders saved money and improved cash flow. Designers kept their exact visual style. Procurement managers secured reliable lead times for retail delivery. Procurement managers secured highly predictable lead times for Q4 retail delivery. Junior ops staff benefited from clearer checklists and lower cognitive load.
I tracked the project data to establish a strict baseline. These raw metrics prove real operational change:
-
Sample Revisions: Dropped from 4 rounds to 1 targeted round.
-
Approval Cycle: Shrunk from 8 weeks to 3 weeks.
-
Defect Rate: Plummeted from a 12% material tear rate to 0%. This outperforms the acceptable threshold defined by the ASTM D2261 standard for tearing strength.
“You didn’t just patch a tearing strap. You gave us the unit economics we needed to confidently order our first 5,000 bags,” noted Sarah T., the brand’s Lead Founder.
⚠️ Validation: I vetted this performance by reviewing the raw inspection logs. Quality Lead Rao pulled 50 random units from the Tuesday assembly line. He recorded a 100% final QC acceptance rate under strict AQL 2.5 guidelines.
| Test Category | Baseline Standard | Lab Testing Method & Verified Outcome | Status |
|---|---|---|---|
| Handle Pull Strength | 15 lbs static load | 25 lbs dynamic load test | PASS |
| Hardware Finish Durability | Standard visual check | 48-hour continuous Salt Spray test | PASS |
| Edge Finishing Integrity | Visual inspection | Cross-Hatch Tape Adhesion test | PASS |
| Batch QC Acceptance | AQL 4.0 standard | AQL 2.5 strict threshold (Zero-defect run) | 100% PASS |
This data-first methodology drives every custom handbag case study we publish. It also forms the backbone of our custom handbag manufacturers framework. It prepares ambitious brands for seamless, high-volume retail distribution across global markets.
Key Takeaways from Custom Handbag Case Study

Fix Hardware Compatibility Before Bulk POs: learned firsthand that heavy brass destroys unbacked vegan leather. Pattern Maker Lin proved this when her 10-lb dynamic test shredded the initial prototypes. You must lock in material-to-hardware compatibility before approving bulk production.
Enforce Golden Sample Control Points: Treat your golden sample as a strict rule. Make your pre-production checklists mandatory. Manager Rao stops all cutting machines until samples pass our tests.
He refuses to start the cutting machines until the sample passes our 25-lb pull test. This strict adherence aligns with global ISO 9001 guidelines for defect prevention.
Protect Margins Through Engineering Discipline: Protect your margins using sourcing clarity and strict QC gates. Do not rely on last-minute factory price pressure. I secured the client’s 38% margin improvement simply by eliminating fabric waste and reducing the needle size on our Juki sewing machines.
PRO TIP: Never assume a supplier understands your exact structural needs. Always require physical pull-test data for every load-bearing seam.
Evaluating a Contract Manufacturer for Fashion Brands
When I audit a new factory floor, I demand clear answers. Ask these specific questions to vet your next production partner:
-
How is my IP protected?
-
How many sample rounds are normal?
-
What exact defect thresholds trigger a mandatory rework?
-
Which specific hardware components have the longest lead times?
-
What parts of the tech pack are completely locked before bulk production begins?
Future Outlook
Building on this foundation, the client plans to triple their order volume next quarter. This engineering-first workflow scales easily into larger seasonal runs.
I apply these strict quality gates to all leather goods. This framework ensures total quality control for your brand.
Ready to build your next successful product line? Contact our team today to start your project. To deepen your supply chain knowledge, review our resources on bag sourcing by region and essential bag industry certifications.
Disclaimer: I anonymized confidential financial figures and proprietary spec details to protect client IP. This case study reflects an actual, hands-on project workflow from the factory floor. It is not a sponsored benchmark comparison. I receive no financial kickbacks from any manufacturer.

