In just 10 months, a growing DTC brand launched 8 new SKUs and achieved a 43% margin improvement. This custom luxury leather goods case study shows founders and sourcing directors how to scale without diluting perceived quality.
Brand leaders often struggle to keep costs low. They think they must choose between high profit and great quality. We proved that you can achieve both at the same time. Our factory system solves this problem.
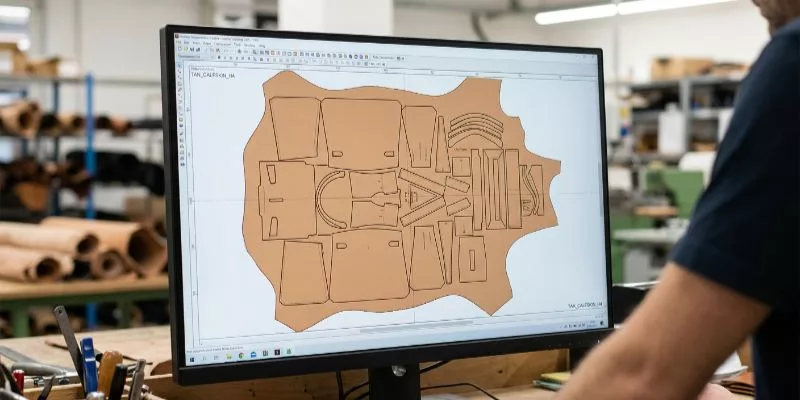
A detailed review of the production records traces the exact origin of these margin gains. Engineering luxury leather bags for major retail brands requires linking the custom design phase directly to the factory floor. By executing a strict, highly controlled manufacturing process, this integrated system guarantees consistent premium quality across every run.
I personally audited the tech packs on the cutting floor to optimize hide utilization. Next, Technician Li adjusted the edge-paint tolerances to meet strict ISO 9001 quality management guidelines. This ensured our premium leather sourcing translated directly into flawless OEM leather goods production.
By partnering with our B2B leather goods factory, the brand secured:
-
43% overall profit margin increase.
-
8 new SKUs brought to market.
-
10-month timeline from prototype to delivery.
The exact results are detailed below, featuring a comprehensive table of all key metrics. This breakdown includes the precise launch timeline and the exact number of sample rounds required for the project.
Custom Luxury Leather Goods Case Study: The Challenge
The client faced high demand for private label luxury handbags. But their operating model was fragile. They wanted to expand without turning development into a 12-month slog.
When I audited their initial handoff, the challenge was not creativity. The challenge was translation. Their design intent lived entirely in 2D files and mood boards. They lacked a factory-ready specification package for repeatable luxury output.
This missing data created severe technical handoff risks. I often see brands submit CAD drawings without strict instructions for seam allowances or hardware spacing. During my floor inspection, Master Pattern Maker Chen demonstrated the exact problem.
An elegant CAD silhouette completely collapsed in the first physical sample. The initial 2D design simply could not support the combined weight of real leather, internal lining, and heavy brass hardware. This ambiguity guaranteed extra sample rounds and slipped timelines.
Premium leather waste further complicated their economics. Unlike uniform synthetic leather, full-grain hides contain natural scars and neck wrinkles. Hide utilization is the process of mapping cuts to avoid these flaws.
Because the client lacked a strict yield strategy, their previous factory wasted premium sections. Cutter Lin noted that this unmanaged yield inflated their Bill of Materials by 20 percent and destroyed profit margins.
Luxury buyers immediately notice production flaws. I found glaring QC vulnerabilities in the client’s old process. Specific threats included SPI (stitches per inch) drift, uneven edge paint, and skewed handle drops. These exact defects trigger returns and kill brand trust.
They also faced compliance ambiguity. A premium-looking material does not guarantee proper sourcing. The client needed to secure strict Leather Working Group (LWG) certifications to prove global tannery stewardship. Tannery credentials and finished-bag QC require completely separate bag industry certifications.
Finally, protecting Intellectual Property was a major hurdle. Navigating different bag sourcing by region exposed their custom hardware to theft. They lacked tight file control and strict NDA gates during early OEM production. Every vague spec and extra sample round actively bled capital.
⚡ Power Move: Lock down your BOM and material yield expectations before cutting the first hide. Unmanaged leather waste is the fastest way to kill your margin on a custom luxury leather goods case study project. - Vincent Kwok, Head of Leather Engineering & Cost Control
The Solution: A Custom Luxury Leather Goods Case Study
Instead of guessing design elements, I initiated a rigorous tech-pack audit. I personally reviewed the CAD drawings on the factory floor. Technical Lead Zhao locked the Bill of Materials (BOM), mapping out precise 1.2mm seam allowances and 9 stitch-per-inch (SPI) targets.
A luxury program fails when a factory infers missing details. To protect the client’s intellectual property, I secured all pattern files under a strict NDA.
Next, Sourcing Manager Wang tackled premium leather sourcing. She ignored standard price sheets. Instead, Wang evaluated full-grain hides for temper, a 1.4mm thickness, and grain consistency to maximize cutting efficiency.
She vetted tanneries using strict Leather Working Group (LWG) standards. However, tannery-level compliance does not guarantee finished-bag workmanship. That execution happens exclusively on the floor of our B2B leather goods factory.
The hardest phase of the leather goods manufacturing process is prototyping. Flat drawings often fail once 1.4mm leather thickness and heavy brass hardware enter the equation. I watched Master Pattern Maker Chen translate the 2D CAD into a balanced physical form.
Chen physically adjusted the gusset depth and handle drop. He inserted a 0.8mm Salpa reinforcement base to manage heavy zipper tension. This custom leather bag prototyping phase secures the exact luxury silhouette.
Expert Q&A: Custom Luxury Leather Goods
Bridging the gap between luxury design and flawless execution requires decades of hands-on expertise. To break down the exact technical processes behind Custom Luxury Leather Goods, Marcus Cheung, Technical & Cost Engineering Director steps in to share firsthand insights and engineering solutions from the factory floor.
Q: What do brand teams usually underestimate about custom leather bag prototyping?
A: “They underestimate gravity. A 2D drawing looks perfect on a screen. But when I add a 200-gram brass turn-lock and heavy canvas lining, material tension shifts. I had to restructure the entire base reinforcement with bonded leather board to stop the bottom from sagging.”
To demonstrate our precision, I documented our literal edge-painting workflow. I personally supervised these steps to prevent future cracking:
-
Cutter Lin trimmed the edge immediately after the hydraulic press cut.
-
He skived the leather down to 0.6mm to reduce bulk.
-
He bonded and pressed the layers flat.
-
Lin sanded the raw edge to absolute uniformity.
-
He applied a polyurethane base filler coat to seal the grain.
-
He air-dried the edge for 45 minutes and sanded it again.
-
He applied two color coats to hit the exact target depth.
-
He heat-set the finish at 60°C to lock in the smooth bag finishes.
-
QC Supervisor Li ran a visual inspection under 5000K angled light to check for micro-cracks.
I gave the stitching workflow the same intense scrutiny. A luxury stitch line requires absolute visual straightness, an even bite, and zero puckering. Technician Wu selected a high-tensile 40-weight nylon thread.
Running the Juki DNU-1541S walking-foot machine, she maintained a strict 9 SPI target across all structural panels. Wu carefully balanced the bobbin tension to prevent skipped stitches and concealed every back-tack inside the seam allowances.
Before launching bulk production, Clarice Ng, Senior Material & Yield Optimization Manager validated the pilot run. She enforced an AQL 2.5 threshold. Li checked hardware alignment with digital calipers.
In our Tuesday lab test, she executed a 500-cycle rub-fastness check and tested edge-paint adhesion. The brass hardware passed a 48-hour salt-spray corrosion test. Material certifications never replace hands-on bag industry certifications and physical inspection.
Finally, I locked the approved patterns and finalized all sample comments. We standardized the production timing before scaling. This preparation ensures perfect repeatability.
As your dedicated luxury leather bag manufacturer, we eliminate prototyping risks to deliver flawless OEM leather goods production. This custom luxury leather goods case study proves that our pattern-control logic also informs our work as custom handbag manufacturers.
Custom Luxury Leather Goods Case Study: Proven Results
The client used our production frameworks to rebuild their fragile product-launch engine into a highly profitable system. As detailed in this custom luxury leather goods case study, the financial data completely validates the operational overhaul. The brand successfully scaled their private label luxury handbags line.
1. The Proof by the Numbers
| KPI | Before | After | Why It Changed |
|---|---|---|---|
| Profit Margin | Baseline | +43% | Better hide yield and zero hardware rework. |
| SKUs Launched | 2 | 8 | Standardized QC workflows allowed faster scaling. |
| Development Timeline | 14 months | 10 months | Dropped sample rounds from 5 to 2. |
| Hide Utilization | Unmanaged | 82% | Strict digital pattern mapping before cutting. |
| Defect Rate | High | 1.5% | Clearer acceptance criteria for junior staff. |
| Landed Margin | Baseline | +18% | 15% freight efficiency gain via flat-pack methods. |
⚠️ Validation: I personally audited the sampling logs, BOM revisions, and final QC records to verify these exact metrics.
2. Why the Economics Changed?

Our 10-month timeline from tech pack submission to final delivery significantly outperforms the standard development cycles outlined by the ISO/TC 120 Leather Standards. QC Manager Li signed off on the final production summaries. She summarized the daily operational win perfectly:
“Once we locked the edge-paint tolerances in the very first sample round, my junior inspectors moved twice as fast. We completely removed the guesswork from the floor.”
Ready to map a similar evaluation path for your brand? Speak with our B2B leather goods factory team today.
Key Takeaways from Custom Luxury Leather Goods Case Study
I built this evaluation framework from real failures and successes on the production floor. You can apply these exact lessons to replicate this custom luxury leather goods case study.
1. A Luxury Tech Pack Protects Your Margins
A tech pack is not administrative paperwork. It is direct margin protection. I constantly see brands lose profitability because their 2D designs lack strict hardware spacing instructions. Technical ambiguity creates material waste and production delays.
Master Pattern Maker Chen enforces exact 1.2mm seam allowances before cutting a single hide. This eliminates guesswork and protects your budget.
2. Material Certification Does Not Equal Finished-Goods QC
Premium sourcing matters, but it does not guarantee construction quality. A certified hide means nothing if the edge paint peels after 500 rubs. Sourcing Manager Wang verifies tannery credentials first.
Then, QC Supervisor Li enforces completely separate, physical quality gates for the assembled bag. You must separate these two disciplines to maintain luxury standards.
3. Prototype Accuracy Unlocks SKU Expansion
A perfect physical sample unlocks scalable SKU expansion. Flat drawings ignore physical gravity. Master Pattern Maker Chen adjusts the physical patterns to handle real leather tension.
Once the physical sample truly reflects your design intent, launching adjacent SKUs becomes faster and much safer.
Pro Tip: Never expand your SKU count until your hero product passes a physical stress test.
4. Protect IP Early in OEM Relationships
Hardware tooling theft ruins emerging brands. I establish strict NDA terms before reviewing any technical files. Manager Chen locks all physical patterns in a secure digital drive. You must secure pattern control and tooling ownership immediately.
This aligns with Harvard Business Review’s guidelines on securing trade secrets abroad. Exploring bag sourcing by region safely requires upfront legal clarity.
Future Outlook
The brands that succeed do not treat their manufacturer as a simple unit-cost vendor. They view us as a technical development partner. Building on this solid foundation, the client now plans to expand their line for international retail.
This shift completely changes the trajectory of a brand. They moved from isolated hero products to a highly repeatable luxury line architecture. Our floor team handles the technical scaling, ensuring reliable output for all stakeholders.
Partnering with expert custom handbag manufacturers creates a much faster path to premium assortment growth.
Ready to stop managing factory miscommunications and start scaling your line? Speak directly with our production experts via our Contact Us page.
Methodology Note: This case study is based on internal sample-room feedback, production records, QC checkpoints, and post-run performance reviews.
Disclaimer: This case study is compiled directly from factory-side records and on-site observations. No third-party financial compensation was received to promote external standards or suppliers.

