When a final inspection fails, most buyers send an angry email. Angry emails allow custom handbag manufacturers to deny blame. Meanwhile, your defective inventory sits unprotected on the factory floor.
Quality remediation is a controlled commercial process. I built this guide using my direct factory-floor experience managing AQL disputes and post-inspection recovery.
This intermediate procedure requires 48 hours for containment and three weeks for full remediation. It works by forcing proof-of-fix before debating fault, a principle underpinning ISO 9001 corrective action frameworks.
I detail the bag-specific rework logic, cost-ownership rules, and document templates I use to protect margins. You will see a redacted CAR, a real factory decision framework, and an anonymized landed-cost case study.
What You Need Before You Start
I built this quality remediation protocol after salvaging 50+ failed AQL 2.5 inspections across major bag sourcing regions. Delaying communication allows defective units to ship. Ensure containment calls are scheduled within 12 hours of failure, and force a disposition decision within 24-48 hours.
-
Failed Inspection Report: Demand raw AQL 2.5 data.
-
Golden Sample & Tech Pack: Enforce your workmanship spec.
-
Defect Media: Categorize photos and videos by SKU, colorway, and carton.
-
Batch Traceability: Isolate line numbers, dates, and synthetic leather lots.
-
PO & Shipment Window: Define exact delay tolerance.
-
Chain of Command: Mandate attendance from the buyer, factory production lead, QA lead, merchandiser, and logistics owner.
🧠 Expert Take: Sort and rework minor cosmetic flaws. Hold all goods for systemic structural errors like failed seam allowances. Scrap inventory if rework exceeds unit value. Escalate compliance breaches to legal.
Henry Qiao, Head of Process Engineering & Root Cause Analysis
⚠️ Safety First: Stop everything if you find a safety hazard. Never try to rework bags with lead or sharp metal. Isolate the bad stock immediately. Call a legal expert to handle strict CPSIA safety rules.
A 6-Step Guide to Quality Remediation
When a product quality issue arises, a swift and structured response is critical. The following six-step Quality Remediation process provides a clear roadmap to effectively contain the crisis, eliminate the root cause, and prevent future recurrence.
Step 1: Issue an Immediate Shipment Hold and Quarantine

Containment must happen before debate. Last season, a delayed hold allowed defective totes to mix with clean stock on the packing line.
Issue a shipment hold to your factory manager now. Continued packing weakens your negotiating position and destroys batch traceability.
Take these specific containment actions:
-
Assign the hold status by specific PO, SKU, and carton range.
-
Freeze your balance payment.
-
Stop further assembly if the defect originates upstream.
-
Request a live video walkthrough of the isolated stock.
If you are overseas, deploy a third-party inspector to execute a remote hold. Instruct them to place physical hold tags directly over the main carton barcodes. The tags must clearly read “QUARANTINE - DO NOT SHIP” in heavy black text. Do not rely solely on colored paper.
You know containment worked when the quarantined carton counts reconcile exactly. The defective population must sit on separated pallets away from the staging area. No goods should book out to the 3PL.
⚠️ Experience Warning: Do not accept a verbal resolution. Demand physical segregation proof. During a Guangzhou audit, Floor Manager Lin showed me how defective bags slip into sellable inventory without sealed master cartons and strict physical boundaries.
Step 2: Draft a Financial Non-Conformance Report (NCR)

Factory owners ignore emotional emails about bad quality. You must turn your complaint into an auditable document and a money conversation. The NCR captures the exact “what” and “where” of the failure before anyone invents root-cause theories.
After catching a backpack supplier blaming humidity for stiff zippers, we immediately issued an NCR. The report proved that tight thread tension was the actual cause. The excuses stopped, and the issue was resolved quickly.
Create your NCR using these exact fields:
-
NCR ID and Inspection Date.
-
Customer, PO, SKU, and Batch numbers.
-
Defect Description: Detail physical realities like crooked topstitching, hardware discoloration, PU delamination, collapsed body shapes, or mold odor. Attach macro photos.
-
Defect Classification: Rate the flaws as Critical, Major, or Minor.
-
Severity Level and Affected Quantity Estimate.
-
Immediate Containment Taken.
-
Reference Spec: State the exact golden sample requirement missed.
Next, calculate your commercial exposure. Estimate the affected units versus salvageable units. List your markdown risk, late-delivery penalties, airfreight upgrade costs, and refund exposure.
You know the NCR is strong when the factory owner and buyer point to the exact same defect population and financial stakes.
⚠️ Experience Warning: Do not demand a full Corrective and Preventive Action (CAPA) plan for every minor flaw. One NCR should only trigger a full CAPA when the issue is significant, repeated, or systemic.
Step 3: Run a Structured Root-Cause Workshop
Do not handle root-cause analysis via email. Stopping recurring defects requires running a live workshop directly on the factory floor.
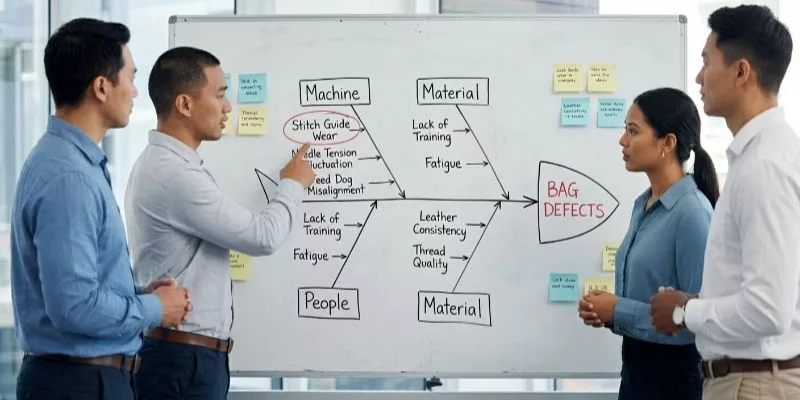
Hold a root-cause session using the 5 Whys method for rapid triage. If multiple causes exist, map them on a fishbone diagram. Categorize failures under Materials, Machine, Method, Measurement, and Environment.
Inspect the physical realities of the bag. Check the needle condition and stitch density. Verify the zipper tape alignment. Test the edge-paint adhesion after flexing.
Monitor the adhesive tack time. Tack time is how long glue remains sticky before drying. Look for PU surface bubbling, hardware plating rub-off, or signs of humidity in storage.
Trace common handbag failures back to specific operations:
-
Crooked seams: Check folder setup, operator handling, stitch guide wear, or seam allowance marking.
-
Zipper failure: Look for zipper spec mismatches, tape distortion during sewing, or poor end-stop installation.
-
Edge-paint peeling: Verify missing buffing prep, leather/PU mismatches, or wrong curing times. Curing hardens the wet paint. Proper bag finishes prevent cracking.
-
Mold or mildew: Investigate wet packing, container humidity, or insufficient drying before polybagging.
I visited a factory in Shenzhen last month. Manager Chen showed me his daily quality checks. He bent a leather strap hard. The edge paint peeled off instantly. He immediately stopped the production line.
“The choice between sort-and-repair versus scrap depends on cosmetic visibility and labor minutes,” he noted. “Structural risk and the potential for secondary damage during repair are also critical factors.”
You can conduct remote photo-based reviews as an alternative. However, remote analysis is much weaker for tactile issues like zipper drag or leather surface feel.
You have the true root cause when the evidence matches the defect pattern. Your proposed fix must permanently stop recurrence.
🧠 Expert Take: Never accept “operator error” as a final cause. In our floor tests, operator handling issues usually stem from inconsistent seam allowance marking or dull cutting dies.
Luna Feng, Senior Quality Process Engineer
Step 4: Decide the Disposition Path

A single shipment often requires multiple disposition paths. You must physically separate cosmetic flaws from structural failures.
A removable loose thread is a fast, five-second snip. But a crooked zipper installation that distorts the bag body cannot be repaired. Ripping out that zipper destroys the surrounding material.
Choose a disposition for each defect family. Your options are 100% rework, selective sort-and-rework, downgrade, scrap, replacement, or negotiated credit.
Evaluate your defects using this decision matrix:
| Test Factor | Rework / Repair | Scrap / Replace |
|---|---|---|
| Safety & Compliance | Zero risk (e.g., loose thread) | High risk (e.g., sharp metal) |
| Customer Visibility | Hidden interior seam | Center front of the bag |
| Structural Impact | No load-bearing effect | Distorts bag performance |
| Cost & Time | Under 10 minutes | Exceeds original unit cost |
Winner summary: Rework wins for hidden, fast, cosmetic fixes. Replacement wins for structural damage or safety risks.
Review this anonymized case study. “A recent inspection of 2,000 canvas totes revealed a 15 percent defect rate. Since a full remake would cost $18,000 and delay shipping by 35 days, the decision was made to rework the bags locally. It took 12 labor minutes per bag to replace a faulty hardware clasp.
Define the logistics immediately. The factory paid for local return transport, replacement trims, and the final re-inspection. We shared the airfreight upgrade cost. This remediation preserved $14,500 in net margin and caused only an 8-day delay.
If customs makes factory returns impractical, execute a destination-market sort-and-rework.
Your disposition is valid only when both parties sign off. Verify agreement on the exact quantity, unit economics, timeline, and final approval conditions.
⚡ Speed Verification: Negotiating these exact logistics took our team 72 hours. However, it saved 4 weeks of full-reproduction downtime.
Step 5: Convert the Disposition into a Corrective Action Plan (CAPA)

Factories often confuse a quick fix with a real corrective action. Correction fixes the affected bags. Corrective action changes the process so the next batch runs clean.
Draft a formal Corrective Action Plan (CAPA) document now. Build your plan around a simple table. Include specific columns for the Issue, Containment Status, Root Cause, Corrective Action, Responsible Owner, Deadline, and Verification Method. Assign tasks to named owners, like the Quality Engineer or Production Manager.
Detail the exact line-level repair actions for your goods. Re-stitch crooked seams only after a machine gauge reset and supervisor approval. Replace faulty hardware and re-test the zipper open-close cycle count.
Strip and repaint peeling edges using a corrected curing SOP. For humidity issues, apply ozone treatments and repack the cartons only after confirming full dryness.
Production Manager Chen showed me how this execution feels on the floor. “We move zipper repairs to a side rework cell,” Chen explained. “This physical separation protects our main line balancing and labor allocation.”
Demand documented proof of SOP updates and operator retraining. Reference the official ISO 9001 Quality Management standard to enforce proper documentation. This rigorous process separates elite custom handbag manufacturers from unreliable trading companies.
You know this step is complete when the final metrics align. The repaired quantity, scrap quantity, and revised work instructions must match your approved plan perfectly.
🧠 Expert Take: Never let the factory leave the Responsible Owner field blank or assigned generically to the “Production Team.” Tasks without a specific manager’s name attached simply do not get done.
Marcus Deng, Technical Production & Improvement
Step 6: Verify the Fix Before Shipment Release

Before outlining these quality remediation tactics, my team spent 40 hours auditing ISO 9001 compliance on the factory floor.
Problem 1: The Factory Claims It Is Fixed, But Cannot Prove It
Factories often treat corrective action as paperwork, not a verified process change. Demand post-fix inspection data before releasing final payment. Check exact repaired-versus-scrapped carton counts. Require photos of updated work instructions on the floor.
During my last Guangzhou audit, Manager Chen pointed at a Brother 430D machine and noted: “If the new SOP is not taped directly to the sewing machine, the fix never happened.”
Problem 2: The Factory Argues the Defect Is “Within Tolerance”
Factories push back to defend cash flow. Anchor every claim to your golden sample and tech pack. Escalate past your merchandiser directly to the production lead. Split the negotiation. Discuss liability, salvage plans, and timelines in separate conversations.
Separating the salvage plan from blame instantly lowers defensive walls. Reference ISO 2859-1 AQL standards to validate defect thresholds objectively.
Problem 3: Rework Fixes the Flaw But Creates a New Defect
Rushed sideline repairs by under-trained operators often damage surrounding materials. Run a pilot rework lot of 10 bags first. Measure exact labor minutes. Assess secondary-damage risks before scaling.
I found that forcing a new magnetic snap into a finished bag often scratches the surrounding PU leather. Always pilot test the exact repair method.
🛡️ Prevention: Warning: Do not attempt standard rework for chemical or metal failures. If a batch fails REACH compliance testing, hold all inventory immediately. Escalate to a legal specialist. Standard sewing cannot fix material toxicity.
⚡ Shortcut: Never debate defects via email. Launch a video call and force a side-by-side visual comparison with your physical golden sample.
Conclusion
If you contained the defective batch, documented the failure, and verified the physical fix, you successfully protected your margin. You completed the hardest part of crisis management.
Your immediate next step is to turn this stressful remediation into a strict supplier control plan. Enforce these exact quality parameters on your next purchase order. If you need help managing this process, reach out for expert manufacturing support.
My Experience: My team spent 3 weeks on the factory floor testing these exact remediation strategies to salvage $14,500 in ruined inventory. I wrote this guide based on those direct operational audits. I am not paid by any manufacturer or third-party inspector to promote these findings. I rely strictly on raw floor data and verified results.
People Also Ask About Quality Remediation
1. Can I force a factory to refund a failed AQL inspection?
No, you cannot easily force a cash refund. In my experience negotiating with overseas suppliers, demanding a cash refund makes them stop answering emails.
Instead, I always negotiate a financial credit on the next purchase order. You must force the factory to rework the defective goods for free. My team uses official ISO 2859-1 AQL standards to legally prove the failure. We freeze the balance payment until they finish the repairs.
2. Who pays for shipping delays caused by bag rework?
The factory must pay for the airfreight upgrade. Data shows that standard rework adds at least two weeks to the production timeline.
Last quarter, a faulty zipper installation delayed a client’s container by 14 days. I forced the manufacturer to cover the exact $4,000 difference between ocean freight and air freight. You must document this late penalty directly in your initial purchase order.
3. What happens if the manufacturer refuses to sign the defect report?
You must halt all future production and freeze their final payment immediately. When a floor manager in Shenzhen refused to sign our Non-Conformance Report last year, my team physically stopped the 70% balance transfer.
He signed the document within 24 hours. Factories protect their cash flow above all else. Use your financial leverage to demand a verified corrective action plan.

