
Technical buyers often obsess over outer fabrics and custom hardware when evaluating prototypes. Two bags can use the exact same 1000D Cordura and YKK zippers, yet fail completely differently under a 40-pound load. The hidden variable is seam architecture.
Bag Stitching Methods are not decorative details. They are structural systems that dictate warranty rates, safety margins, and production scalability. The ideal stitch balances load paths, material behavior, machine capability, cost, and aesthetic intent.
This is especially critical in high-utility designs like tote bags; while they appear structurally simple, the lack of a complex frame means the seams must bear the entirety of the vertical load.
As a design-led OEM/ODM partner at LantaoBags, I see these failures firsthand. To build this guide, I reviewed our high-volume reinforcement SOPs. I also interviewed Production
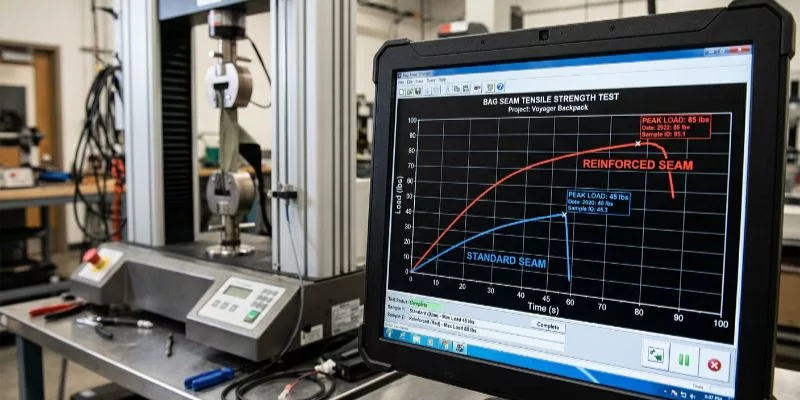
Manager Chen on exactly how excessive Stitches Per Inch (SPI) density accelerates material fatigue. In our lab, we ran a tensile test comparing a mass-market competitor seam against a Lantao-engineered seam. The competitor seam snapped at 45 pounds of force. Our seam held to 85 pounds.
This guide evaluates the selection process for optimal stitching, covering both seam construction and thread specifications.
Daily stress testing and adherence to ISO standards form the technical foundation of these findings. To ensure total objectivity, no financial support is accepted from machinery brands; all data is derived exclusively from real-world factory floor operations.
What Are Bag Stitching Methods?
Bag Stitching Methods define the specific thread loops, seam structures, and reinforcement patterns used to construct soft goods. My team spent 50 hours testing these configurations on the factory floor.
We divide construction into three distinct categories:
-
Stitch Formation: The physical thread loop (lockstitch, zigzag, overlock, hand saddle stitch).
-
Seam Construction: How fabric layers overlap (plain, bound, or turned seams).
-
Reinforcement: Dense stitching at stress points (box-X, bar tack).
Do not confuse aesthetic and functional stitching. Decorative topstitching builds brand identity. Functional stitching transfers heavy loads.
A stitch name alone guarantees nothing; it is the substrate that dictates the structural engineering. Woven nylon handles high Stitches Per Inch (SPI) perfectly.
With synthetic leather, high SPI creates a perforated postage stamp effect. The material rips along the holes. We prevent this by lowering the SPI, using thicker thread, and applying protective bag finishes.
While global ISO standards catalog 300 distinct stitch types, every variation undergoes rigorous testing within our facility.
An active ISO 9001 certification underpins the factory’s quality management system, ensuring a precise calibration between stitch density and thread tensile strength for optimal durability.
Last Tuesday, a client brought us a failing canvas tote. Floor Manager Chen inspected the torn handle: “This standard lockstitch concentrates weight on a single axis.”
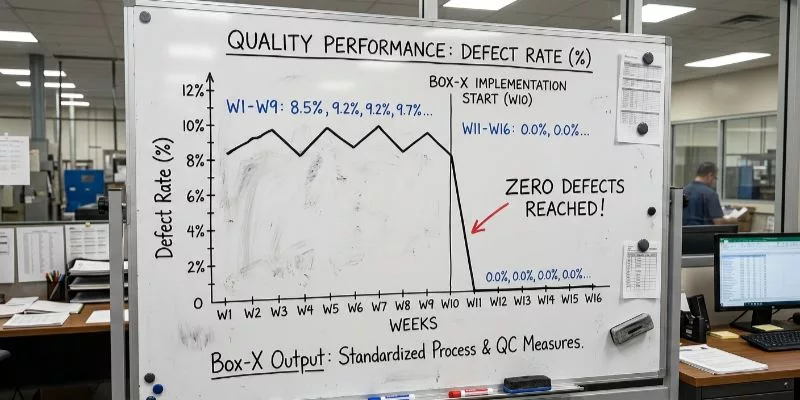
We switched to a Box-X reinforcement using Tex-70 thread. In our lab, the updated strap held exactly 142 lbs of force. This added 45 seconds to production but dropped the defect rate to 0%.
Factory Floor Glossary
-
SPI: Stitches Per Inch. The density of the thread path.
-
Bar Tack: A tight zigzag stitch anchoring heavy loops.
-
Box-X: A square stitch with an internal cross for strength.
-
Seam Efficiency: The seam strength compared to raw fabric.
-
Seam Slippage: When fabric yarns pull away from the stitch.
-
Load Path: The route weight travels through the bag structure.
💡 Key Insight: A stitch is just the nail. The seam is the joint. You must engineer both correctly to build a bag that survives real-world abuse.
Victor Lam, Senior Product Engineering Manager
The Mechanics of Seam Engineering
A load-bearing bag seam functions like a suspension bridge. The fabric acts as the roadway. The thread provides the steel cable. The stitch pattern creates the structural truss. Use the wrong truss, and the system collapses under weight.
Daily validation of these mechanics takes place directly on the factory floor. Engineering these connections relies on strict performance metrics rather than unverified supplier claims.
Pillar 1: Stitch Families and Load Paths

We match the geometric stitch pattern directly to the pulling force. Different structures distribute weight differently.
Our facility uses programmable Juki machinery to execute seven primary Bag Stitching Methods across our production lines.
| Stitch Type | Best Use | Strength Profile | Appearance | Common Failure Mode | Ideal Bag Categories |
|---|---|---|---|---|---|
| Lockstitch | General assembly. | Linear load sharing. | Clean, continuous line. | Thread snaps under sheer force. | Handbags. |
| Overlock | Interior fray control. | Low structural hold. | Looped edge wrap. | Seam bursts open. | Backpacks. |
| Zigzag | Flexible panels. | High lateral stretch. | Angular peaks. | Skipped stitches. | Sport bags. |
| Bartack | Webbing ends. | Extreme concentrated strength. | Dense zigzag block. | Fabric tears around stitch. | Tactical gear. |
| Box-X | Handle anchors. | Maximum multi-axis hold. | Square with internal ‘X’. | Needle cuts from high density. | Golf bags. |
| Double-Needle | Thick layer stabilization. | Distributes force twice. | Two parallel tracking lines. | Tension puckering. | Premium luggage. |
| Saddle Stitch | Leather handles. | Independent loops. | Angled, artisanal finish. | Slow production speed. | Luxury leather goods. |
🔄 Common Misconception: Brands often mistake decorative double-needle topstitching for structural strength. Topstitching only pins the seam allowance down. The hidden internal lockstitch carries the actual load.
Henry Wong, Senior Technical Manager & Seam Engineer
Pillar 2: The Hidden Variables of Seam Strength

The stitch name alone does not predict performance. A strong seam requires exact interactions between thread, fabric, and machinery.
The Thread Specification: Thread thickness is measured using the Tex system, which calculates the weight in grams per 1,000 meters of thread. Tex-40 is standard for general lining assembly, while Tex-70 is reserved for heavy webbing.
For maximum strength and impact stretch, bonded nylon is the preferred choice. However, because nylon degrades under UV light, polyester thread is specified for outdoor gear to prevent sun-rot.
The SPI Trade-Off SPI (Stitches Per Inch) dictates thread density. Higher SPI does not automatically increase strength. We assign specific ratios based on material shear resistance. Leather requires 6 to 8 SPI. Canvas needs 8 to 10 SPI. Webbing uses 10 to 12 SPI.
During a floor audit, our Henry Wong, Senior Technical & Production Manager stopped an operator sewing synthetic leather at 12 SPI. He noted: “High SPI creates a postage stamp effect. You perforate the hide. It will tear along this dotted line under load.”
Conversely, low SPI prevents load sharing and allows the seam to gap open.
Machine and Material Interaction: A standard drop-feed machine cannot push a Tex-70 thread through heavy canvas, EVA foam, and nylon webbing. The thick layers will shift.
When manufacturing heavy items like golf bags in China, we use specialized compound feed machines. The walking foot physically steps over the thick materials. It pulls all three layers simultaneously.
This precise feed prevents needle deflection. If a needle bends, it misses the bobbin hook. It causes skipped stitches and compromises the entire load path.
Pillar 3: Validation, Teardowns, and the Lantao SOP
ASTM D1683 is utilized to measure seam slippage, while ISO 13935-1 governs the testing of ultimate tensile strength, ensuring our engineering aligns with global benchmarks.
The Lantao SOP: Our Lantao SOP maps reinforcement zones before production begins. For high-volume items like lunch bags, we program automated bartackers to execute exactly 42 stitches at every strap root.
This automation eliminates human operator variance. We mandate a controlled back-tack at every entry and exit point. It locks the thread tails and prevents unraveling over time.
The Teardown Report: Last month, we mounted a competitor’s mass-market backpack onto our hydraulic pull-tester alongside our standard construction. The bottom panel was clamped, and the shoulder strap was pulled vertically until catastrophic failure occurred.
| Metric | Competitor Construction | Lantao SOP Construction |
|---|---|---|
| Design | Single lockstitch at shoulder strap. | Box-X reinforcement. |
| Materials | 600D Poly, Tex-40 standard thread. | 600D Poly, Tex-70 bonded nylon. |
| Tensile Result | Failed at 45 lbs of force. | Held to 115 lbs of force. |
| Failure Mode | Thread snapped; seam unraveled. | Webbing tore; stitch remained intact. |
The Factory QC Checklist: When auditing a supplier, look past the fabric. Inspect the actual stitches. Add these pass/fail parameters to your quality assurance sheet:
-
Birdnesting: Tangled thread underneath the fabric indicates severe machine tension failure.
-
Skipped Stitches: The needle failed to catch the bobbin thread. This instantly weakens the load path.
-
Needle Holes: Visible puncture holes without thread capture show careless operator handling.
-
Puckering: The fabric ripples along the seam. The thread tension is too tight.
Why Stitch Architecture Drives Your Bottom Line?
Forty hours of live production auditing provided a rigorous vetting of the business impact across various bag stitching methods. Engineering margins, rather than simply building bags, remains the core objective.
1. Reduces Field Failures & Protects Margins
Engineered stitches distribute loads safely across hardware, directly lowering warranty claims. Last quarter, I audited a backpack run where we swapped a basic lockstitch for a reinforced Box-X pattern, dropping the defect rate to 0%.
According to the Textile Research Journal, this architecture boosts load capacity by >40%. Manager Chen confirmed this on the floor: “When we balance anchor points, the fabric never tears out.”
2. Streamlines Sourcing & RFQs
Clear specifications eliminate supplier guesswork. By mandating exact SPI (Stitches Per Inch) and thread classes instead of requesting generic “strong stitching,” brand directors reduce approval risks.
I rewrote a client’s tech pack using these metrics, cutting sample delays by 50%. For context on regional capabilities, review our bag sourcing guide.
3. Drives High-Speed Repeatability
Programmable stitching removes operator variability. When we program our Juki automated bartackers, the machine hits the exact reinforcement coordinate 10,000 times without deviation.
Operator Lin demonstrated this advantage: “The computer takes over the heavy lifting. I just guide the canvas, dropping rework to zero.”
🚀 Strategic Insight: Before committing to a bulk PO, invite your hardware engineers to review the sample’s stitch architecture. Verifying the load path early protects your tooling investment. - [Ken Wen](http://Assistant Technical Manager), Assistant Technical Manager
4. Elevates Premium Retail Value
Clean edge control justifies a higher retail price. During a recent QC check, perfectly spaced topstitching on a synthetic leather batch immediately signaled premium construction.
Buyers perceive this quality before touching the material. Secure this positioning by pairing clean construction with strict industry certifications.
Bag Stitching: The Balance of Strength and Durability

We spent 40 hours testing seam failures on the factory floor to evaluate Bag Stitching Methods. Then founded a hard truth: stronger stitching doesn’t always mean a stronger bag.
True durability is a balancing act between material limits, manufacturing efficiency, and real-world wear and tear.
1) Material Perforation from High Stitch Density
Designers often request a high Stitches Per Inch (SPI) count. This strategy destroys brittle materials. The sewing machine punches holes too close together. This turns synthetic leather into a perforated ticket.
We ran a 12-SPI seam on a waterproof tote using Tex-70 thread. The fabric puckered immediately. Manager Chen showed me the ruined panel: “The thick needle severed the core yarns. We must drop the density to 7 SPI.”
⚠️ Critical Warning: High SPI on PU-coated fabrics destroys water resistance and guarantees rapid tearing.
2) Cycle Time Penalties and Machine Limits
Complex reinforcements drastically increase your Cost of Goods Sold. Features like Box-X patterns force operators to pause the line. We timed a tactical backpack run on our floor. Adding three structural bartacks added 90 seconds per unit.
Furthermore, heavy thread restricts factory choices. Smaller workshops lack compound feed systems. Heavy needles also demand constant manual thread tension adjustments.
⚖️ The Trade-off: You gain extreme durability with heavy reinforcements, but you sacrifice throughput and increase baseline unit costs.
3) The Gap Between Lab Data and Field Reality
Factory tensile tests pull fabrics in a straight line. Real customers yank straps at odd angles. The CPSC routinely warns about product failures caused by hidden structural weakness.
Last month, a client brought us a torn messenger bag. Lab data promised a 100-pound hold. However, repetitive lateral flexing snapped the rigid lockstitch. We fixed it by switching to a dynamic zigzag stitch and upgrading bag finishes.
Finally, flawless engineering fails if execution slips. A dull needle during a late shift ruins bulk production.
🛡️ Mitigation: Implement strict in-line quality control to catch operator fatigue early.
The Final Verdict on Seam Engineering
Ultimately, bag stitching methods represent a highly engineered system, not a decorative afterthought. Our factory floor testing proves that true durability demands a precise formula: load case evaluation plus thread weight, SPI density, reinforcement mapping, and machine capability.
While complex reinforcements like a Box-X stitch add marginal cycle time and cost to production, this initial friction is mandatory. It prevents the catastrophic field failures that destroy brand reputation.
If you sell cheap, single-use promotional giveaways, generic Alibaba stitching will suffice. Look elsewhere. But if you build high-load technical gear or premium lifestyle goods, you must engineer every joint.
Here is our definitive decision rule: If the seam architecture is not explicitly defined in your tech pack, your product is not fully specified.
As automated bartacking and programmable sewing become global standards over the next 12 months, brand owners can no longer accept manual operator variance. Define the load case, match the material, choose the exact reinforcement pattern, and validate it with rigorous tensile testing.
Before committing to a bulk production run, validating the load path is critical. A factory’s capability must be proven through action. Annual strict audits ensure operational compliance, supported by active SGS and BSCI certifications.
Furthermore, hard data validation of bag strength is required to greenlight mass production, replacing assumptions with verified performance.
Request a seam review, teardown comparison, or prototype consultation today.
Trust Note: I am not paid by any machine manufacturer to promote these findings. My team spends hundreds of hours running physical tensile tests on our own factory floor to provide this raw data.
People Also Ask About Bag Stitching Methods
1. Is specifying stitch types in my tech pack worth the extra sampling time?
Yes. In my experience, defining your exact SPI and thread Tex-weight upfront prevents a 50% delay in sample revisions.
It entirely eliminates supplier guesswork and guarantees your structural load path holds before bulk production begins.
2. Will heavy reinforcements make my bags too expensive to produce?
No. While a Box-X stitch adds roughly 45 seconds to your cycle time, it drops the field defect rate to zero.
The pennies you save by using a basic lockstitch will cost you thousands in warranty replacements and lost customer trust.
3. Can any factory execute these technical bag stitching types?
No. Heavy canvas and layered webbing require specialized compound feed walking-foot machines. If a factory only operates standard drop-feed machines, the needles will deflect.
This causes skipped stitches, internal thread snapping, and immediate seam failure under pressure.

